Индукционный нагрев – это способ бесконтактной тепловой обработки металлов, способных проводить электрическую энергию, под воздействием токов высокой частоты. Индукционный нагрев все активнее стал применяться на предприятиях для осуществления высокотемпературной обработки металлов. На сегодняшний день индукционное оборудование смогло занять лидирующие позиции, вытесняя альтернативные методы нагрева.
Принцип работы индукционного нагревателя
Основной элемент индукционного нагревателя — спиральная деталь
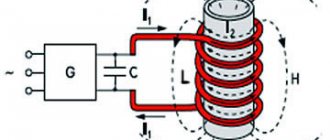
Когда переменный электрический ток протекает по спирали дросселя, вокруг него формируется электромагнитное поле. При помещении в середину катушки сердечника из металла, обладающего магнитными свойствами, его температура повышается. Это индукционный нагрев – явление, возникающее под действием вихревых токов. Наблюдается оно только при питании дросселя переменным электротоком, обладающим достаточной частотой изменений знака и направления. Когда на индуктивную деталь поступает постоянный ток, изменения температуры сердечника не происходит.
На этом принципе основано функционирование индуктора для нагрева заготовок. Основным компонентом агрегата в большинстве случаев является спиральная конфигурация из металла. В плитах для приготовления пищи в этой роли задействован уплощенный элемент, находящийся на малом расстоянии от варочной панели. В отопительном котле роль индуктора выполняет трубка из стали, наполненная теплоносителем (его функцию выполняет жидкость).
Важными составляющими рассматриваемого агрегата являются генератор переменного тока и нагревательный элемент. Первый применяют для получения питания достаточно высокой частоты из типовой квартирной электросети в 50 Гц. Второй представляет собой конструкцию из металла, способную к поглощению теплоты при нахождении в полевом пространстве. Генератор направляет на индуктор (спиральный элемент) электроток, приведенный к нужным параметрам. При этом через катушку идет поток заряженных частиц, создающий поле. Металл, помещенный в зону его действия, разогревается под действием токов Фуке без прямого соприкосновения с индуктором. Для подогрева воды в таком агрегате необходимо наличие ее контакта с нагревательным элементом. Самым простым примером такой конструкции будет труба из металла, по которой проходит водный поток. В процессе жидкость охлаждает стенки, что продлевает срок службы конструкции.
Исторические памятки на заметку
Применяется отмеченная техника плавки в промышленности, медицине, бытовой сфере, благодаря выраженным преимуществам по сравнению с традиционными методами прогрева:
- резистивным,
- пламенным,
- печным и другими.
Индукционный нагрев особенно полезен для выполнения высокоточных или повторяющихся операций.
Индукционный нагрев впервые применил Майкл Фарадей – физик и химик в одном лице – выходец из Великобритании. Учёный обнаружил уникальное свойство нагрева в момент изучения индукции токов в проводах под действием магнита.
Однако базовые принципы индукционного нагрева чуть позже представил Джеймс Максвелл в единой теории электромагнетизма. В то же время Джеймс П. Джоуль первым описал эффект прогрева током, протекающим через проводящий материал.
На момент 1887 года, Себастьян Зиани де Ферранти предложил индукционный нагрев как метод плавки металлов. Первую полнофункциональную индукционную печь соорудил и представил обществу (1891 год) Ф. А. Кьеллин, Первое применение высокочастотной печи реализовано Эдвином Ф. Нортрупом (1916 год).
Разработка твердотельных генераторов с использованием новых технологий силовых полупроводников обеспечила потенциал за пределами промышленной среды. С конца 1980-х годов появились различные предложения к применению.
Последние годы фиксируется особый интерес к индукционному нагреву под медицинские процедуры, поскольку этот метод обеспечивает точное и целевое локальное прогревание.
Преимущества и недостатки прибора
В качестве жидкости можно использовать машинное масло или антифриз
Индукционный нагрев может предоставить ряд выгод, которые не способно дать применение электродных приспособлений. Поскольку нагрев жидкости осуществляется металлическим элементом, не принимающим участия в электрохимических реакциях, долговечность устройства зависит только от катушки. Продолжительностью ее эксплуатации определяется продолжительность функционирования устройства. Некоторые индукторы сохраняют работоспособность более 10 лет. С этим же связана совместимость агрегата с разными типами жидкостей-теплоносителей. Помимо простой воды для этой роли пригодны машинные масла и незамерзающие составы.
Внутренние части агрегата в процессе использования не покрываются скоплениями накипи. Благодаря постоянному соприкосновению с жидкостью снижается вероятность перегрева деталей, что также способствует продлению срока эксплуатации. Конвекция в устройстве обычно достигает достаточного уровня, чтобы не потребовалось устанавливать циркуляционный насос. Нет необходимости и в шумоизоляционных мероприятиях – аппарат работает достаточно тихо.
Для аварийного отключения самодельного устройства необходим датчик температуры датчик
Однако индукционный нагреватель имеет и слабые стороны:
- Для функционирования устройства требуется электрическая энергия. В помещении, где не проведено электричество или нет возможности обеспечить к нему доступ, котел работать не сможет. В местах с регулярными сетевыми перебоями он не будет работать эффективно.
- При чрезмерном повышении температуры переносящая тепло жидкость переходит в газообразное состояние. Это провоцирует сильное повышение давления в конструкции, в результате чего может случиться разрыв труб. Чтобы это не произошло, потребуется оборудовать установку средствами контроля давления и температуры. Это могут быть манометр, термодатчик, приспособление для аварийного отключения при выходе параметров за рамки заданного диапазона.
Потребность в дополнительных оснастках может поспособствовать серьезному увеличению расходов на оборудование самодельного индукционного обогревателя.
Устройство считается почти полностью бесшумным, но на практике это не всегда так. Это касается моделей промышленного производства и установок, спроектированных в домашних условиях.
Регулировка нагрева
Сердечник индукционного паяльника делают из меди (не магнитный материал), а заднюю его часть покрывают ферромагнитным материалом (сплав железа и никеля). Передняя часть служит жалом, сам сердечник называют картриджем.
Регулировка нагрева медного жала происходит следующим образом:
- при подаче переменного напряжения, а значит и поля, в покрытии генерируются токи Фуко, которые разогревают материал;
- тепло передается меди;
- как только температура покрытия достигает точки Кюри, магнитные свойства исчезают и разогрев прекращается;
- в процессе работы индукционным паяльником медное жало отдает тепло детали и остывает, остывает также ферромагнитное покрытие;
- как только покрытие остывает, возвращаются магнитные свойства, и мгновенно возобновляется нагрев.
Максимальный нагрев индукционного паяльника зависит от свойств магнитного сплава и сердечника. Такое управление называется умным теплом (smart heat).
Менять температуру для конкретных условий пайки можно, установив температурный датчик, который подключается к блоку управления станцией, либо же меняя картриджи (сердечник с наконечником) которые вставляют в ручку индукционного паяльника.
Первый вариант дешевле второго, поэтому им сегодня пользуются не только профессионалы. Зато второй способ точнее и надежнее.
Варианты самодельных устройств
Сделать обогреватель в домашних условиях можно несколькими способами. Самым доступным вариантом является изготовление устройства из кухонной электрической плиты и полипропиленовой трубы. Сложным в исполнении, но достаточно мощным является инверторный аппарат.
Нагревательный элемент из трубы
Индукционную плиту для сооружения нагревателя необходимо разобрать
Данная разработка предполагает демонтаж спирального индуктора, установленного в электроплите, и размещение на его месте новой конструкции. Для ее изготовления потребуется полипропиленовая трубка длиной 0,5 м и диаметром 4 см, магнитный элемент, 5 текстолитовых стержней, отводы для соединения с сетью отопления. Также понадобится приобрести моток проводника с площадью поперечника 2 мм² с покрытием из стеклоизола (такой кабель часто используют в сварочных трансформаторных устройствах) и металлические мочалки для мытья посуды.
Последовательность действий при изготовлении аппарата:
- В трубку помещают магнит и заполняют ее мочалками (вместо них допустимо применение порубленной проволоки).
- Монтируют отводы, снабженные резьбой.
- Вдоль корпуса наклеивают стерженьки, на которые наматывают провод, покрытый стеклоизолом.
- Разбирают варочную панель и снимают с нее заводской индуктор, исполненный в виде плоской спирали. На его место устанавливают подготовленную конструкцию.
Нагревателем в данном аппарате выступают металлические мочалки, помещенные в переменное поле катушки. При запуске панели в максимальном режиме при параллельном пропускании воды ее получится нагреть на 15-20 °С. Учитывая, что используемые для конструкции плитки обычно имеют мощность не более 2000 Вт, получившийся агрегат пригоден для обогрева жилых помещений площадью до 25 м².
Эффективность устройства можно увеличить, соединив его со сварочным аппаратом, но такая работа сопряжена с рядом трудностей. Во-первых, аппарат потребуется разбирать и искать на схеме места, еще не подвергшиеся выпрямлению. Это связано с тем, что в нем создается постоянный ток, а для функционирования нагревателя требуется переменный. Во-вторых, потребуется использовать более толстую проводку (например, медную диаметром 1,5 мм, покрытую эмалевым составом) и рассчитывать необходимое количество витков. Наконец, необходимо будет внедрить в установку механизм охлаждения.
Сборка индукционного котла
Принцип работы индукционного котла для отопления
Данное решение не предполагает разборки плитки. Вместо этого мастеру будет нужно сварить по ее габаритам бачок котла. Берется профильная трубка из стали толщиной 2 мм и габаритами отверстия 2 на 4 см. Из нее потребуется сделать заготовочные элементы по ширине панели. Трубы свариваются по длине, совмещаясь меньшими сторонами. Кверху и книзу к торцовым частям нужно герметически приварить покрышки из железа. В них проделываются дырочки и устанавливаются патрубки, снабженные резьбой. Также нужно приварить пару уголков, формирующих полочку для печи.
Красить аппарат нужно температуростойким эмалевым составом. После его высыхания и закрепления котел монтируют на стену и врезают в отопительную систему. Варочная панель помещается в гнездышко с уголками и подсоединяется к электрической сети. Затем нужно наполнить установку теплоносителем, провести стравливание воздушных масс и завести нагрев индукторного элемента.
Самодельный нагреватель отличается недостаточной мощностью для обогрева больших жилплощадей. Морозной зимой он сможет отопить две маленькие комнаты. В переходные сезоны, когда температура воздуха на улице держится около нуля, агрегат сможет обслужить большие площади – до 40 м2.
Из сварочного инвертора
При намерении задействовать сварочный аппарат необходимо учитывать, что подсоединять индуктор к его зажимам напрямую строго запрещается. Нарушение этого требования чревато потерей работоспособности всех элементов установки. Чтобы объединить индуктивный нагреватель со сварочным аппаратом, в последнем придется провести ряд сложных манипуляций, требующих опытности мастера и детального понимания устройства агрегата. Первичную обмотку необходимо подключить вслед за преобразователем высокочастотных сигналов инверторного механизма вместо его встроенного индуктивного дросселя. Помимо этого, необходимо провести спайку блока конденсации и демонтировать диодный мостик.
Как сделать мощный индукционный нагреватель
Мощный индукционный нагреватель с блоком питания
Рассмотренные устройства имеют потребляемую мощность в районе 2,5 кВт. Чтобы изготовить аппарат с более высоким показателем (4 кВт), от мастера нужны серьезные знания в области радиоэлектроники. Неопытному радиолюбителю браться за эту работу небезопасно.
Одним из вариантов может быть конструкция из блока питания с двумя парами обмоток, трансформатора, драйверной и управляющей плат. Значение частоты, на которой функционирует агрегат, уступает резонансной. Две катушки служат для снабжения драйверов, одна – для платы управления, и еще одна является силовой. Она питает пусковой релейный механизм, вентилятор и насос охладителя.
Оценка маркетинговых характеристик-утверждений
Индукционным котлам отопления приписывают множество достоинств, часто – без аргументов. Перечислим эти характеристики и дадим оценку степени соответствия утверждений факту:
Экономичность
Потребление электроэнергии индукционными котлами на 20-30% меньше, чем другими обогревателями на электричестве.
Факт
Все нагревательные электроприборы, не выполняющие механической работы, 100% энергии электрического тока превращают в тепло, их КПД всегда ниже 100%, но отличается по величине у разных устройств в разных условиях. Для выработки 1 КВт тепловой энергии необходимо затратить более 1 КВт электричества, а вот насколько более — зависит от параметров среды рассеивания. Внутри котла потери, конечно, тоже присутствуют – например, на нагрев катушки, так как любой материал проводника имеет сопротивление, но все эти потери остаются внутри помещения
Возможно, этим фактом и обусловлено утверждение об экономичности индукционных котлов.
Долговечность
Высокая надёжность и большой ресурс оборудования — более 25 лет.
Факт
Действительно, отсутствие подвижных деталей исключает механический износ индукционных котлов. Но в систему отопления с ВИН-агрегатом входит циркуляционный насос, ресурс которого гораздо скромнее. Кроме того, в систему управления и автоматики входят механизмы, также состоящие из многих комплектующих, подверженных износу.
Сердечник индукционного нагревателя функционирует в условиях постоянного циклического нагрева и охлаждения, температурных деформаций, которые тоже являются отрицательным фактором. Поэтому называть ресурс индукционных котлов чуть ли не безграничным – преувеличение. Однако он и в самом деле в разы выше ТЭНовых нагревателей.
Неизменность характеристик за весь срок эксплуатации
Отсутствие процесса образования накипи на внутренней поверхности труб обуславливает постоянную эффективность нагревателя и теплообменника.
Факт
Накипь – это отложение солей, содержащихся в воде (теплоносителе). Количество этих примесей в ограниченном объёме теплоносителя также ограничено и невелико, поэтому влияние накипи на эффективность обогревателя незначительно. А в индукционном котле вторичная обмотка находится под почти постоянным воздействием вибрации, и образования накипи не происходит вообще. Так что утверждение верное, преувеличена лишь его значимость.
Бесшумность
Работа индукционных обогревательных котлов бесшумна, что отличает их от других электрических отопителей.
Факт
Утверждение справедливо, но — все бойлеры на электроэнергии не шумят при работе, так как в диапазон их колебаний акустические волны не входят. Шуметь может только циркуляционный насос, но при желании можно подобрать модель бесшумного действия.
Компактность
Индукционные котлы компактны, что удобно при выборе места их установки.
Факт
Это действительно так, если не применять каскада индукционных котлов и не устанавливать промежуточных резервуаров при наличии нескольких точек горячего водозабора в системе горячего водоснабжения, так как индукционный нагреватель – это по большому счёту небольшой кусок трубы с обмоткой.
Факт
Абсолютно безопасных электронагревателей не существует. При эксплуатации индукционных устройств не исключена вероятность утечки теплоносителя из системы, а генератор электромагнитного поля продолжит свою работу, и система пустых труб будет нагреваться. Для предотвращения возникновения такой ситуации в конструкции котла предусмотрено устройство автоматического отключения, но ведь и оно может выйти из строя.
Поэтому индукционные обогреватели, выигрывая у соперников по некоторым критериям безопасности, полностью безопасными не являются.
Советы по безопасности
Установки этого типа широко применяются не только для отопления помещений, но и для проведения плавильных работ. Основная проблема, связанная с индукционными устройствами домашнего изготовления, связана с отсутствием узлов, обеспечивающих контроль показателей температуры и давления и предохранение от взрыва. Поэтому при эксплуатации таких агрегатов нужно проявлять внимательность и осторожность.
Перед запуском индукционного котла необходимо заполнить систему теплоносителем
Перед запуском котла надлежит проверить наполнение полости теплоносителем. Корпус, выполненный из полимеров, без регулярного охлаждения жидкостью начнет плавиться. Это влечет за собой деформационные изменения и полный выход установки из строя. Также опасность может представлять выпадение накаленного металла из плавящегося корпуса. При таком инциденте потребуется провести замену ряда узлов установки.
К электричеству аппарат подключают через отдельный провод, который ведется от щита. Контакты нужно перекрыть изоляционным материалом. Если в конструкции задействован аппарат для сварки, его инвертор должен быть заземлен. Провод, используемый для этой операции, должен иметь 4-6 мм в поперечнике. Для предотвращения избыточного нагревания установки при отсутствии воды целесообразно вмонтировать во входное отверстие клапан избыточного давления.
Рабочая схема
В состав нагревателя входят следующие составляющие:
- Инверторный блок, рассчитанный на напряжение 220…240 В, при токе не менее 10 А.
- Трёхпроводная кабельная линия (один провод – заземляющий) с нормально разомкнутым переключателем.
- Система водяного охлаждения (крайне желательно использовать очистные фильтры для воды).
- Набор катушек, отличающихся внутренними диаметрами и длиной (при ограниченных объёмах работ можно обойтись и одной катушкой).
- Нагревающий блок (можно применить модуль на силовых транзисторах, которые выпускаются китайскими фирмами Infineon или IGBT).
- Демпферная цепь с несколькими конденсаторами Semikron.
Генератор высокочастотных колебаний принимается тот же, что и у базового инвертора. Важно, чтобы его эксплуатационные характеристики полностью соответствовали тем, которые указаны в предыдущих разделах.
После сборки блок заземляется, и с помощью соединительных кабелей нагревательная индукционная катушка присоединяется к блоку питания инвертора.
Примерные эксплуатационные возможности самодельного индукционного нагревателя металла:
- Наибольшая температура нагрева, °С – 800.
- Минимальная мощность инвертора – 2 кВА.
- Продолжительность включения ПВ, не менее – 80.
- Рабочая частота, кГц (регулируемая) — 1,0…5,0.
- Внутренний диаметр катушки, мм – 50.
Следует отметить, что такой индуктор потребует специально подготовленного рабочего места – бака для отработанной воды, насоса, надёжного заземления.
Выводы и рекомендации
Браться за самостоятельное изготовление устройства есть резон, если в хозяйстве уже имеется индукционная панель. Затраты на ее приобретение достаточно высоки и сопоставимы с ценой электродного нагревателя. Мощность некоторых таких моделей достигает 10 кВт, в то время как смастерить в домашних условиях установку с показателем выше 2,5 кВт под силу только мастеру с должным уровнем компетентности (как минимум, нужно уметь собирать схему частотного преобразователя). Также перед монтажом необходимо удостовериться в отсутствии щелей и прорех, через которые жидкость из теплогенератора может просочиться наружу: такой инцидент способен вызвать пожар.
Индукционный нагреватель простой конструкции, рассчитанный на обслуживание небольшой площади помещения, несложно смастерить без специальной подготовки. Более мощные и эффективные варианты, например, со сварочным аппаратом или двумя платами, требуют от сборщика компетенций в области радиоэлектроники. Особенности строения этих установок обусловливают необходимость приобретения дополнительных средств контроля для обеспечения безопасности.
Источник напряжения высокой частоты
Создание своими руками высокочастотного блока питания для индукционного нагревателя хоть и не относится к разряду невыполнимых задач, все же под силу далеко не каждому. И здесь на помощь может прийти готовое устройство, обычный бытовой сварочный инвертор.
Из сведений об устройстве сварочного инвертора известно, что в нем происходит формирование переменного напряжения с частотой до нескольких десятков килогерц.
То есть, сварочный инвертор представляет собой готовый мощный источник тока высокой частоты, который можно использовать для питания индуктора. Многочисленные примеры реализации этой идеи подтверждают возможность создания установки для индукционного нагрева металла из сварочного инвертора.
Подключение к индуктору
Вначале следует сказать о конструкции самого индуктора. Его рекомендуется сделать в виде цилиндрической катушки, намотанной в один ряд медным проводом. Витки должны быть изолированы друг от друга.
Рекомендуемое число витков – от 80 до 100. Сечение провода обычно составляет 2,5 – 4 мм2. В качестве сердечника можно использовать саму трубу отопления, но практические опыты показали, что вода при этом греется слабо. Поэтому была опробована другая конструкция сердечника.
Для более интенсивного нагрева теплоносителя в качестве сердечника предложено использовать отрезок пластиковой трубы, заполненный обрезками стальной проволоки, диаметром 5 – 6 мм.
При такой схеме происходит индукционный нагрев проволоки, обтекаемой теплоносителем. За счет увеличения площади теплообмена вода нагревается значительно интенсивней. Участок трубы с проволокой следует ограничить стальными сетками с обеих сторон, во избежание попадания обрезков в систему отопления.
Что касается собственно подключения сварочного инвертора, то рекомендации тех, кто сделал индукционный нагреватель своими руками, несколько неоднородны.
Так, часть советов сводится к изготовлению дополнительного промежуточного трансформатора, во вторичную обмотку которого включается индуктор с конденсатором.
Другая часть мастеров просто наматывают один виток медного провода на тороидальный высокочастотный трансформатор сварочного инвертора и напрямую к нему подключают индуктор.
В любом случае, не следует использовать выводы + и — сварочного инвертора, с которых осуществляется сварка. Напряжение на них выпрямленное, с наложенными высокочастотными пульсациями. Постоянная составляющая сварочного напряжения просто перегреет индуктор, не создавая рабочего поля.